
Whenever you have a detailed process with many steps, missing just one step can have disastrous results on the end product. Consider when you bake a cake; you must add all the ingredients in the correct order, blend them thoroughly, prepare the pans, bake at the correct temperature and for the appropriate amount of time and then allow them to cool before removing them from the pans and covering them with frosting. If you forget to add the flour the cake will have no substance or if you forget the baking powder or eggs then the cake will not have the right consistency and will not rise. You cannot frost the cake before it cooks or even before it cools or the frosting will not stay on the cake. Finally, if the temperature of the oven is too high the cake will burn. Each of these cooking mistakes can result in a very unappetizing cake. Manufacturing a car is similar to baking a cake, but there are multiple different layers of complexity. The PPAP process is a product development template to ensure that at every level of the vehicle from the smallest component to all the way to the final vehicle the processes, materials and production have been qualified and are ready for start of production.
The history behind the process
The PPAP process was not always used to develop automobiles, these quality processes were developed to gain back the manufacturing edge that America lost to Japan in the 1980s. Prior to the 1980s American manufacturing plants dominated the worldwide market for automobiles but they lost that dominance when the Japanese entered the market with a higher quality product. American manufacturers had to rethink how to compete with the Japanese and developed numerous processes that allowed them to regain their competitiveness in the automotive market.
The PPAP process was developed by a consortium of industry engineers within the Automotive Industry Action Group (AIAG). The AIAG was found in 1982 in Southfield, Michigan and was comprised of representative engineers from all the major manufacturers of automobiles in North America. The initial goal was to provide recommendations to improve quality but the group expanded and grew to include key processes and automotive standards used within the industry. Numerous processes and initiatives were introduced to support that goal in the early years of the group’s existence. In 1993 the Supplier Quality Task Force developed and launched the APQP manual and complementary processes to assist in the process validation. The goal of the PPAP process is to ensure that all designs and specifications are understood by the supplier and that the production process and produce products that consistently meet these requirements when running at rate. From its inception, the PPAP process has been widely used in the automotive industry worldwide.
The PPAP process impacts all engineers within the automotive industry from the design engineers who must complete the drawings and specifications for the vehicle to the production engineers who must design robust processes with the proper quality controls in place. Quality engineers are included in the PPAP process as well and are responsible for several elements of the process plus in many organizations the quality engineer complete the PPAP document and submits the entire package to the customer for approval and signoff.
 The elements of the PPAP process
The elements of the PPAP process
Designing and producing an automobile is not an easy endeavor so it’s not surprising that the PPAP process is fairly complex. This detailed process is comprised of nineteen key elements that must be completed to ensure the production process will produce a quality product.
Design Documentation
Design documentation will include both a copy of the customer and the supplier’s drawings in addition to a copy of a representative purchase order. The design engineer’s role for this portion of the PPAP is to verify that the two drawings match and that all critical characteristics are agreed upon. A copy of the purchase order is needed to ensure that the correct part is being ordered and that it is the correct revision. Verifying that the product expectations match early in the development process makes sure that there are no mistakes later in the process that result in wasted time or money developing the wrong product.
Engineering Change Documentation
There are times when the PPAP is being completed due to a request for a change to a product. When this occurs the documentation requesting and approving the change must be included in the PPAP package. This documentation could include a purchase order from the customer or an engineering change notice but it must be approved by the customer engineering department.
Engineering Approval
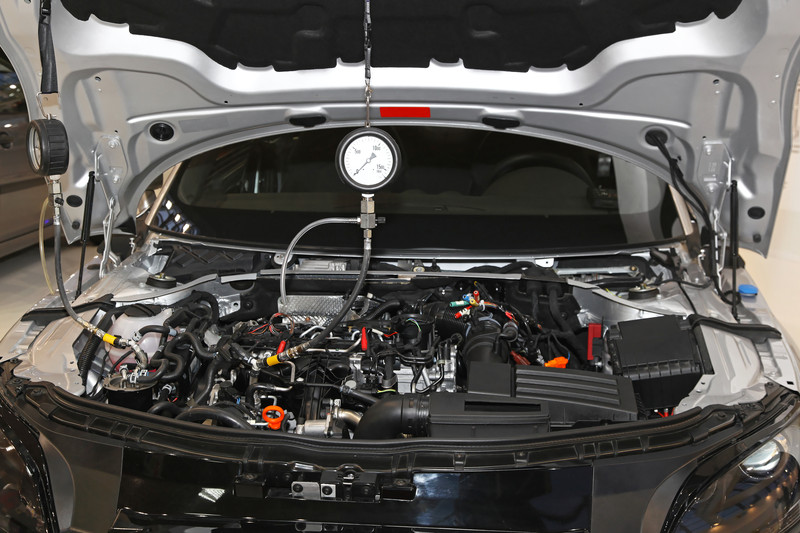
Engineering approval refers to testing that is done in the field to validate that the product meets specification. During the development process pre-PPAP samples are ordered for on-site testing, these samples must be production intent and ship with a waiver so that testing can be done. When testing is done the test engineers will complete an approval form and that will be included in the PPAP documentation.
DFMEA
The DFMEA or Design Failure Mode Effect Analysis is included in the PPAP at the completion of all design activities. The DFMEA is a living document during the development process which means that throughout design, development and testing as issues are identified they are included in the DFMEA and corrective actions are documented.
 Process Flow Diagram
Process Flow Diagram
The process flow diagram outlines the entire process for assembling the component or final assembly. It includes incoming material, assembly, test, rework and shipping.
PFMEA
The PFMEA is the production version of the FMEA and looks at all areas in the production and test process to identify any potential quality control issues. The PFMEA is also a living document and will be updated even after the product is release for production allowing it to be updated with any potential issues that came up during high volume assembly.
Control Plan
The control plan is based on outputs from the PFMEA and will include the specific steps required to ensure that quality issues identified in the PFMEA will not be present in the final product. The control plan highlights inline tests and quality inspections that are put in place and includes incoming and outgoing quality processes.
Measurement System Analysis Studies
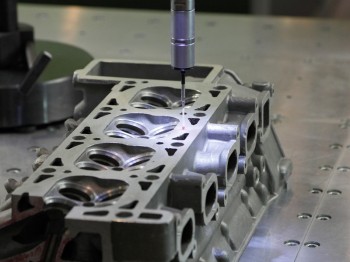
Measurement system analysis studies will typically include things like Gage Repeatability & Reproducibility studies on measurement equipment that is used during assembly or quality control checks. Additionally, calibration schedules for all equipment are included to ensure that repeated use does not diminish their accuracy.
Dimensional Results
When the production line has completed the production validation, samples from these builds are used to complete dimensional inspections. Every ballooned dimension on the drawings is measured on the final assembly to make sure that it falls within specification. These results are then compiled in a spreadsheet or report and included in the PPAP documentation.
Records of Material/Performance Tests
One of the largest sections of the PPAP report includes all of the product validation and certification tested that was completed on the product. These reports will demonstrate that the product meets all specifications outlined on the drawings and any customer specific requirements that may be required. Examples of automotive testing include: AKLV, USCAR and Honda, Nissan and Toyota specifications.
Initial Sample Inspection Report
The initial sample report is completed prior to building the first prototypes. This report will verify that the incoming parts meet specification and are ready for prototype assembly. All GD&T specs are checked and made sure that nothing is out of tolerance.
Initial Process Studies
Initial process studies will be done on all the production processes and will include statistical process control charts on the critical characteristics of the product. These studies demonstrate that the critical processes are stable and are ready to begin the process validation builds.
Qualified Laboratory Documentation
Qualified laboratory documentation includes all of the industry certifications for any lab that was involved in completing validation testing. These could be in-house test labs or off-site contract test facilities but they all must be included in the PPAP report.
Appearance Approval Report
The Appearance Approval Inspection (AAI) is a report that verifies that the customer has inspected the final product and it meets all the required appearance specifications for the design. The report includes color, textures as well as fit (gaps between parts), etc.
 Sample Production Parts
Sample Production Parts

Sample production parts are sent to the customer for approval and these are typically stored at either the customer or suppliers site after the development is complete. A picture of the production parts is included in the PPAP documentation along with the location where the parts are stored.
Master Sample
A master sample is a final sample of the product that is inspected and signed off by the customer. This part is used to train operators and give a ‘golden’ sample on visual or noise for comparison purposes.
Checking Aids
Checking aids are used by production and is a detailed list of all the tools used to inspect, test, or measure parts during the assembly process. This aid will list the part, describe the tool and have the calibration schedule for the tool.
Customer Specific Requirements
This section of the PPAP requirements is where each customer lists their own specific requirements for the PPAP process. Some customers will ask to see shipping labels others may require additional documentation or development checklists that are required in their internal processes.
Part Submission Warrant
The final document that is included in the PPAP package is the part submission warrant (PSW). This form is a summary of the entire PPAP submission and specifies the drawing numbers and revisions, test results, material declarations numbers and any deviations that are covered by the PPAP submission. When the customer receives and reviews the PPAP he will sign the PSW form to indicate that the PPAP is approved and will return a signed copy of the PSW to the supplier.
The PPAP process is a detailed and lengthy process but allows automotive engineers to ensure that all areas of the design and production processes have been reviewed thoroughly to ensure that only high quality product will be allowed to ship to the end customer.
For additional information:
http://www.sl-america.com/Docs/Supplier%20Info/Supplier%20PPAP%20Manual.pdf
Comments 2
More of a question, Should we be creating separate PPAP requests of a Sub-Tier Supplier for each color variant of the same part type, otherwise coming from the same tooling and/or process and control plan? Some colleagues I have spoken with prefer to put all variants under one request to save the data entry in our system.
It doesn’t make sense to request Level 3 documentation when it is redundant, but would it make more sense to separately request a Level 3 for the main part number, and a separate Level 2 or 4 for the unique Color/Gloss/Finish variants? That way data, samples and approvals are all tracked one for one.
Input appreciated!
Thanks!
Rick
Yes! Finally someone writes ablut check it out.